
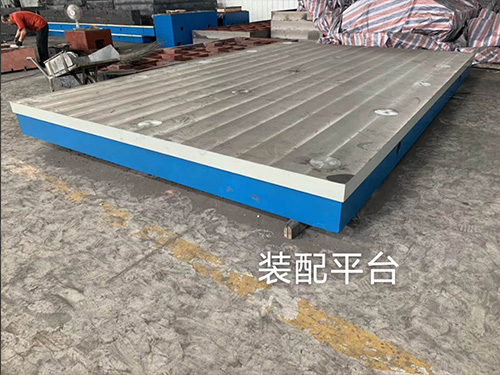

机床床身铸件选择铸造方法的原则
机床床身铸件产品作为一种大型铸件要经过时效处理才能提高自身的使用性能, 内在质量。除了合理选用材料和各种成形工艺外,通过热处理工艺改变铸件表面的化学成分,内部的纤维结构,赋予或 铸件的使用性能,从而使床身铸件有所具备的力学性能、物理性能和化学性能。而且,热处理一般不会改变铸件的形状和整体的化学成分。
选择床身铸件铸造方法的原则:
1、采用砂型铸造。砂型铸造的成本低、工艺简单、生产周期短。当砂型不能满足要求时可以及时换新的型号。
2、铸造方法和生产批量相应成比例。根据设备和模具的价格成本,合理运用铸造方法来决定产品的生产量。
3、造型方法应适合工厂条件。企业应根据自身的生产条件合理选择产品。
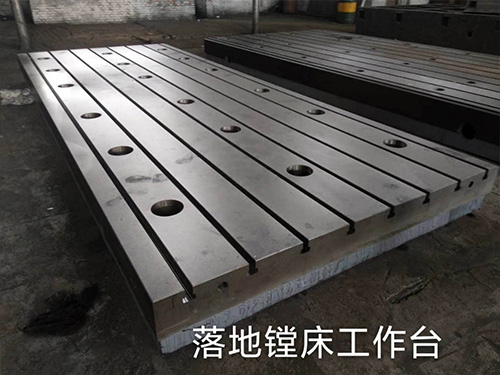
在进行机床床身铸造时,由于机床铸件设计形状、壁厚、冷却速度的不同,会在机床铸件,特别是大型机床铸件的内部产生铸造应力。这种应力不及予以,会使铸件在随后的切削加工或使用过程中产生变形或裂纹,为了铸件残余的铸造应力,应当采用低温退火工艺进行铸造。
床身铸件铸造过程中应严格遵守回火工艺,为铸件变形或断裂,在易变形部位应加入支撑筋;专人值守回火炉温度计,合理控制温度,防止温度过高或过低对床身铸件产生影响。
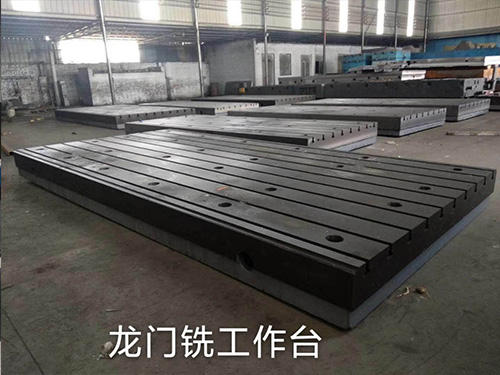
床身铸件选用树脂砂生产线,利用消失模工艺铸造。这种工艺的优点是:
1、铸件尺寸,均匀一致,不扣箱,铸件无飞边、毛刺。
2、表面光滑度接近 铸造,内部结构稳定,排除或降低了砂眼、气空等铸造缺陷。
3、生产过程不会造成污染,环保。
数控机床铸件是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、有色合金机床铸件等)的零件毛坯,机床铸件几乎是的加工方法。与其它加工方法相比,机床铸件工艺具有以下特点:
1)机床铸件可以不受金属材料、尺寸大小和重量的限制。机床铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种合金材料;机床铸件可以小至几克,大到数百吨;机床铸件壁厚可以从0.5毫米到1米左右;机床铸件长度可以从几毫米到十几米。
2)机床铸件可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等。
3)机床铸件的形状和大小可以与零件很接近,既节约金属材料,又省切削加工工时。
4)机床铸件一般使用的原材料来源广、机床铸件成本低。
5)机床铸件工艺灵活,,既可以手工生产,也可以机械化生产。
