

机床铸件的表面防锈处理
机床铸件的材质为铸铁HT250-300,,使用寿命长,广泛用于仪器仪表、电子、轻工、标准件、轴承业、汽配行业等零部件的加工,特别适合有色金属。它的生产采用一条完善的树脂砂生产线,均采用树脂砂、消失模铸造,尺寸,均匀一致,不扣箱,铸件无飞边、毛刺;表面光滑度接近铸造,内部结构稳定。机床床身的整个生产过程环保,可以排除或降低了砂眼、气空等铸造缺陷。机床铸件质量决定每一道工艺流程的质量。对铸件质量进行控制,实际上是全程控制(TQC),将过程处于严格控制之中,不出现系统误差(由异常原因造成的误差)。过程中由随机原因产生的随机误差,其频率分布式有规律的。这种利用数理统计方法将铸造过程中系统误差和随机误差区分开来是质量控制的基本方法。这种方法又称之为统计过程中控制(SPC)。质量控制先在于稳定生产过程,避免系统误差的出现和随机误差的积累。其次要提高工艺过程精度,缩小误差频率分布范围或分散程度。由于制造工艺的性,机床铸件表面容易锈蚀,生锈后很难处理,如不引起重视,不但工件的防锈蚀能力较差,装饰性也不好。很多企业在对机床铸件提出较高的耐蚀性要求的同时,根据机床铸件不同的工作条件,要求对机床铸件进行常温发黑,磷化处理和其它的防锈处理,机床铸件的表面防锈处理越来越受到人们的重视。
机床铸件的用途使用的广泛,对于底漆刷涂或喷、浸均匀,底漆在使用前充分搅拌均匀,而且稀释至适当的粘度再对其进行涂抹。直接影响机床的精度保持寿命的是它的和尺寸稳定性。
经过过严格物理试验和选择的机床铸件,在使用过程中具有遭重物磕碰,结晶细密,质地坚硬,抗压强度极损、耐酸、耐碱,有很高的性,不会生锈等特点。因机床铸件装备以及生产模型的价格昂贵,所以只适合批量出产,我们也应该同时对机床铸件进行很好地保养。
在进行机床铸件保养时,在之后一道腻子打磨清理干净,接下来我们需要喷涂过氯乙烯的二道底漆,这样可以提高漆膜的平整度,以及光泽。用其填充机床铸件凹陷时等其干燥后,才能进行打磨,每次打磨后均需要表面的磨浆和粉尘。冷隔在机床铸件上有一种未融合的缝隙或洼坑,其交界边缘是圆滑的。提高浇注的温度和浇注的速度,浇注系统,在浇注的时候不断流粘砂在机床铸件表面上,全部或部分覆盖着一层金属与砂的混合物或一层烧结构的型砂,致使机床铸件表面粗糙,而减少砂粒间隙。在适当降低金属的浇注温度的同时要减少砂粒间隙。适当降低金属的浇注温度,同时提高型砂、芯砂的耐火度即可起到作用。
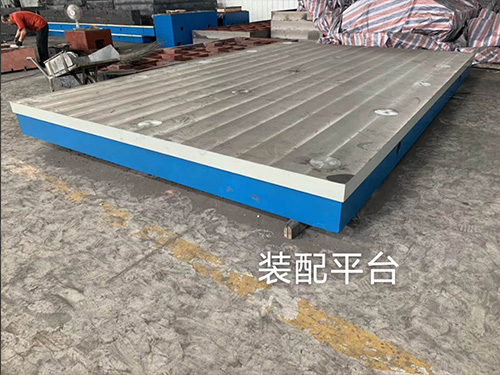
机床铸件主要是用于机床的平板制造,简单接受一下铸造工艺。为充分利用低压铸造时液体金属在压力作用下自下而上地补缩铸件,在进行工艺设计时,应考虑使用。
低压铸造是使液体金属在压力作用下完成充填型腔及凝固过程二获得铸件的一种铸造方法。由于所用的压力较低(20~60kPa),所以叫做低压铸造。机床铸件其工艺过程是:在密封的坩埚(或密封罐)中,通入干燥的压缩空气,金属液在气体压力的作用下,沿升液管进入直浇道3上升,通过内浇道2平稳地进入型腔1,并保持坩埚内液面上的气体压力,一直到铸件凝固为止。然后解除液面上的气体压力,使升液管中未凝固的金属液流回坩埚,再开型并取出铸件。
低压铸造过程的基本特点:充填速度、压力可适当调整。低压铸造所用的铸型,有金属型和非金属型两类。金属型多用于大批、大量生产的有色金属铸件,非金属铸型多用于单件小批量生产,如砂型,石墨型,陶瓷型和熔模型壳等都可用于低压铸造,而生产中采用较多的还是砂型。但低压铸造用砂型的造型材料的透气性和强度应比重力浇注时高,型腔中的气体,全靠排气道和砂粒孔隙排出。
铸件远离浇口的部位先凝固,让浇口凝固,使铸件在凝固过程中通过浇口补缩,实现顺序凝固。
机床铸件的种类虽然很多,但从铸造工艺的角度来看,在结构上主要有以下一些特点:
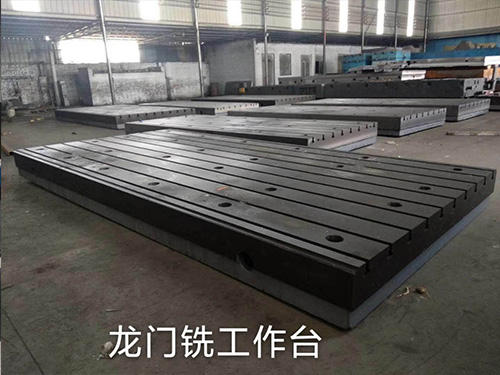
1、机床铸件中的基础件都是箱体形结构,并增设了很多加强筋,致使机床铸件结构形状较为复杂。铸造时需要用较多的型芯,还常常要用型芯撑来固定型芯;浇注时型芯产生的气体也难以排除,容易产生气孔、砂眼等缺陷。
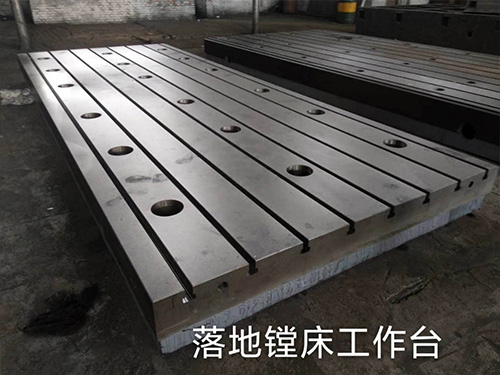
2、机床铸件上的一些部位,如导轨面、轴孔和T型槽,增加加工余量后等处较厚大,除易产生缩孔、缩松外,还由于铸铁性能对壁厚较敏感,而易使该处组织疏松,石墨粗大,硬度低,不。当这些部位的厚度与周围连接壁相差过大时还易产生裂纹等缺陷。
3、一些承受油压、切削液压力的铸件,要求具有较高的气密性,不允许有渗漏现象。
