
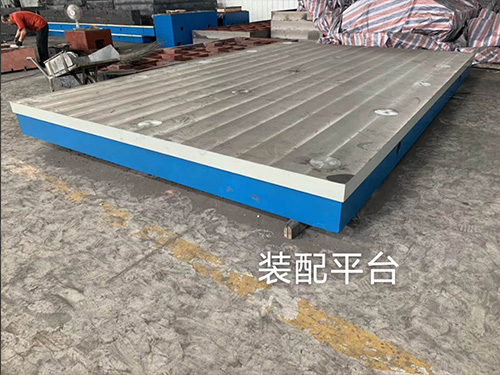

机床床身铸件采取的工艺措施
目前大多数量具铸造都采用砂型铸造,对尺寸小精度要求高的小型量具铸件,可以采用特种铸造,比如长期性铸造, 铸造,压力铸造,熔模铸造和离心铸造等。毛坯一般采用铸造的方法进行制造,目前大多数量具铸造都采用砂型铸造,对尺寸小精度要求高的小型量具铸件,可以采用特种铸造,比如 铸造,熔模铸造和离心铸造等。铸造量具进行机械加工时选择毛坯是一个非常重要的环节,量具毛坯的选择不经影响毛坯的加工工艺和工艺费用,而且也会影响到机械加工的工艺方法和加工质量。因此需要量具毛坯铸造和机械加工两个方面的工艺人员密切配合,合理的确定毛坯的种类,结构形状。量具毛坯一般采用铸造的方法进行制造。
1、床身铸件与消震好。由于铸铁中石墨有利于润滑及贮油,所以好。同样,由于石墨的存在,灰口铸铁的消震性优于钢。
2、工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁床身铸件。
对于大型机床床身铸件,除了轮廓尺寸大,壁厚也较大,因此所采取的工艺措施显得非常重要。
(1)冷铁分为内冷铁和外冷铁,对于尾座体、主轴箱体、工作台的厚大部位,在其内部我们设计了焊接内冷铁架(材质为钢筋),外部放置石墨冷铁。
(2)保温冒口针对铸件上箱的厚大部分,放置不同规格的保温冒口,可以起到较好的补缩效果,且减少金属液用量。
(3)对于高大型铸件,我们设计两套浇注系统,上面为一套(距上箱约1/3总高),中下区域为一套,铁液先充入中下区域的浇注系统,上面浇注系统后进,同时,上面的铁液温度比先浇的要高一些,这样的浇注系统对铸件有很好的补缩效果。
(4)铸造工艺模拟对大型铸件的各种预设工艺方案进行模拟,可以避免大型铸件不能先试验在生产带来的风险,可以提高大型铸件的成功率。
机床床身铸件各部位壁厚应尽可能的均匀一致,机床床身铸件的厚度不均匀,易产生缩孔、缩松,引起机床床身铸件的变形或产生较大的内应力,导致机床床身铸件产生裂纹。机床床身铸件壁的转交或链接部位易产生内应力,缩孔和缩松应注意防止机床床身铸件壁厚突变及铸件尖角。因此,在机床床身铸件壁的转向和壁间连接处均应考虑结构圆角,防止机床床身铸件因金属积聚和应力集中产生缩孔、缩松、裂纹等缺陷。
铸件生产工序多、影响因素多,质量控制难度大,特别是大型铸件,无论从工装、造型工艺和熔炼方面都有很高的要求,每一个细节都需处理好。尤其是铁液的质量对于铸件生产的成败很关键,除了满足材质的牌号要求外,铁液的温度、性能等都对铸件有影响。裂纹是大型铸件的一个敏感问题。铸件如方形工作台和立柱、刀板等均出现过裂纹,分析原因除了是零件结构本身壁厚差大之外,由铁液材质的性能所导致的裂纹产生占较大比例。另外,根据零件的结构特点选择合适的原材料和配比,对于大型铸件的浇注成功也至关重要。
