
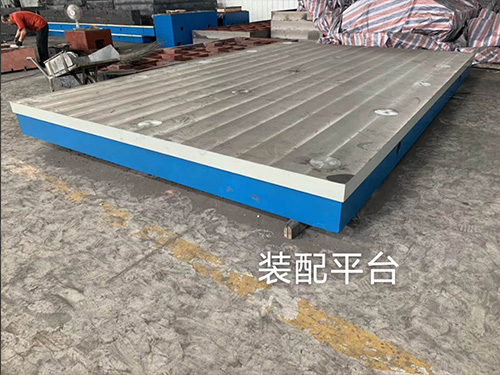

铸铁平台加工方式及测定评估
铸铁平台在加工过程中,先加工铸铁平台基座面;作为定位基准的铸铁平台表面应先加工出来,以便尽快为后续工序的加工提供精基准。称为“基准先行”。
划分加工阶段:加工质量要求高的表面,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了铸铁平台加工质量;有利于合理使用设备;便于安排热处理工序;以及便于发现铸铁平台毛坯缺陷等。
先孔后面;对于方箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以平面定位加工孔,平面和孔的位置精度,而且对平面上的孔的加工带来方便。
1、要把铸铁平台安装平稳,须牢靠,否则钻孔会出现歪斜不合格的现象。
2、铸铁平台在钻孔的时候钻头的切削部分要用冷却液,因为在铸铁平台钻孔的时候,钻头会产生的热量,钻头会磨损而使钻头变钝。冷却液的作用是降温润滑,提高铸铁平台钻孔的光洁度。
3、操作钻孔时,先钻一个浅坑以防偏心,如果需要钻孔的铸铁平台材质比较硬的话,要经常的抽出钻头,排除切削,防止卡断钻头。钻比较大的孔时,要先用小的的钻头钻,再用大的钻头,以免钻头损坏,同时减少钻头的阻力。
4、在铸铁平台斜面上钻孔,要先用立铣刀在铸铁平台斜面上铣出一个平面,再用小钻头钻一个小孔,才可以用标准的钻头操作,这样操作起来就不容易倾斜,遇到不同的孔要想到不同的办法来解决。才能孔的质量,从而铸铁平台的总体质量。
对20块平板所做的磨损情况调查结果为:2块铸铁平板,一块使用在5年以上,仍在正常使用;另一导体使用也在5年以上,由于保管不善,造成锈蚀进行了。其余18块外省市刮研的铸铁平板,使用时间均为1年,经检定,10块磨损严重已经不合格,需要重新;8块仍可使用,但已出一部分斑点连片现象。
对刮研作一简单处理取其平均值,1号平板刮研为37.36微米,2号平板刮研为9.06微米,二者相差3倍之多。4米6米人防焊接平台根据磨擦曲线损量与磨擦时间的关系,平板使用始终处于初期磨损阶段,曲线呈线性,磨损量与磨擦时间成正比。由于平板磨损情况的调查可知,河北泊头平板使用寿命为瓦房店平板的5倍。显而易见,刮研对平板使用寿命的影响是不可忽略的。JJG 117-91平板检定规程对刮研没有做出规定,这无疑是一种缺陷。
从以上测试结果还可以看出铸铁方箱,二者接触斑点大致相同,但所测接触面积分别为20%和10%,悬殊是非常大的。从使用的角度讲,在不致引起工件与平板发生研合的情况下,尽可能提高接触面积,可提高平板的使用寿命。JJG 117-91平板检定规程也未对此项予以适当限制。
为了提高平板的使用寿命,其工作精度,建议对刮研或控制在0.02mm以上,这样可平板有较长的使用寿命和检定周期。铸铁平台厂家根据有关资料对刮研介绍以及刮研测得数据,此工艺加工要求是可以达到的。
